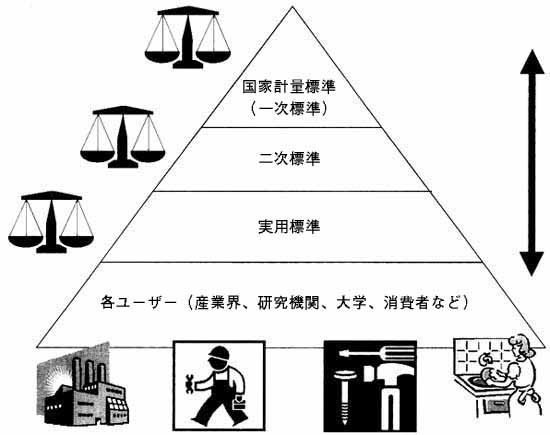
トレーサビリティのイメージ
|
参考資料5
|
トレーサビリティの定義:不確かさがすべて表記された、切れ目のない比較の連鎖を通じて、通常は国家計量標準又は国際計量標準である決められた標準に関連づけられ得る測定結果又は標準の値の性質
<出所:JISZ9325(校正機関及び試験所の能力に関する一般要求事項)(ISO/IECガイド25)>
不確かさの定義:測定値が、一般的に見込みとともに、間違って見積もられる範囲を特徴づける目的で評価される結果
<出所:国際計量基本用語集(VIM)>
|
|
トレーサビリティのイメージ
|
 |
|
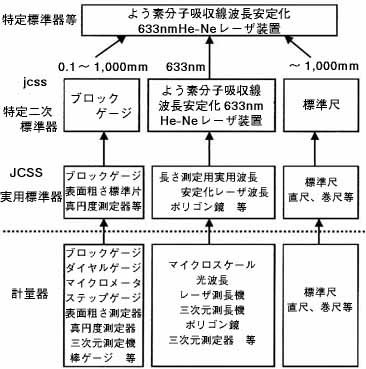
計量法における計量標準供給制度 (トレーサビリティ)の一例
|
|
トレーサビリティーについて(トピック) |
| トレーサビリティーの成り立ちは、米ソの宇宙開発競争(そしておそらく軍拡競争)に端を発していると言われている。 1960年代、米国とソ連は熾烈な宇宙開発競争を展開していた。しかし、米国は納入される部品の精度がかなり劣っていたため、これに遅れをとった。これを是正するため、メーカは納入品の精度を高めることに躍起になったが、過度の精度を追求しすぎたために多大な経済損失を生じさせた。 この反省から、米国では、産業界で使用する計測機器や標準物質を、国家標準を頂点としてこれと切れ目のない連鎖をもって値の比較をさせることにより、全ての計測作業に一貫性をもたせようとする計量システム作りが進められた。こうした動向に合わせ、欧州諸国などでも積極的に同様な制度作りが進められた。 さて、計測値の評価においては、従来測定値の真の値に対するずれとして、誤差やかたよりといった概念を用いていた。しかし、真の値とは本来未知のものであり、確率的にしか表すことができない。また、時間的、空間的に隔たった測定結果をどう比較するかは大きな問題であった。そこでここ数年、測定の信頼性を総合的に評価するために不確かさという概念が導入された。 トレーサビリティーと不確かさによる測定の信頼性評価は、今日のISO9000シリーズなどに代表される品質システムに結びついている。 日本では、1970年代の中頃には、トレーサビリティーの必要性が報告されたが、風土の違い等もあり、日の目を見ず、ようやく1993年に計量標準供給制度(トレーサビリティーシステム)の発足をみた。しかし、不確かさによる計測の信頼性評価など、対応の遅れが目立っている。 |
(規定方法の一例)
AA.検査、測定及び試験装置の管理 検査、測定及び試験装置の管理は、J1SZ9901の4.11による。
(参考)JISZ9901(品質システム-設計、開発、製造、据付け及び付帯サービスにおける品質保証モデル)の4.11(抜粋)は以下のとおり。
4.11検査、測定及び試験装置の管理
4.11.1一般
供給者は、製品が規定要求事項に適合していることを実証するために、供給者が使用する検査、測定及び試験装置(試験用ソフトウエアを含む。)を管理し、校正し、維持する手順を文書に定め、維持すること。検査、測定及び試験装置は、測定の不確かさが分かっており、必要な測定能力を満たしていることを確実にするような使い方をすること。
試験用ソフトウェア又は試験用ハードウェアのような比較基準機器を検査に適した方式として用いる場合には、それらが、製品が合格品であることを検証する能力をもつことを証明するために、製造、据付け又は付帯サービスでそれらを使用に供する前に点検し、また、あらかじめ定めた期間ごとに再点検すること。
供給者は、これらの点検の範囲及び頻度を定め、管理の証拠としての記録を維持すること(4.16参照)。
検査、測定及び試験装置に関係した技術データを利用できることが規定要求事項である場合で、顧客又はその代理人から要求された場合には、検査、測定及び試験装置が機能的に適切なものであることを検証するためのデータを提供できること。
参考17 この規格において、“測定装置”という用語には測定の器具を含む。
4.11.2管理手順
供給者は、次の事項を行うこと。
a)測定項目及び必要な精度を明確にし、必要な正確さと精密さをもつ適切な検査、測定及び試験装置を選定すること。
b)製品の品質に影響を与えるすべての検査、測定及び試験のための装置を識別し、あらかじめ定めた間隔で又は使用に供する前に、国際的に又は国家で認知されている標準との間に根拠のある関係をもつ認定された装置を用いて校正し、調整すること。このような標準がない場合、校正に用いた基準を文書化しておくこと。
c)装置の形式、固有の識別標識、配置場所、点検頻度、点検方法、判定基準、及び結果が不満足な場合の処置方法の詳細を含めて、検査、測定及び試験装置の校正に用いるプロセスを定めること。
d)校正状態を表示するため、適切な標識又は承認されている識別記録によって、検査、測定及び試験装置を識別すること。
e)検査、測定及び試験装置の校正記録を維持すること(4.16参照)。
f)検査、測定又は試験装置の校正基準からの外れが発見された場合、過去の検査・試験の結果の妥当性を評価し、文書化すること。
g)校正、検査、測定及び試験の実施には、適切な環境条件を確保すること。
h)検査、測定及び試験装置の取扱い、保存及び保管には、精度及び使用適合性が維持されることを確実にすること。
i)試験用のハードウェア及びソフトウェアを含む、検査、測定及び試験装置には、校正によって行った設定を無効にするような調節ができないようにすること。
参考18 ISO10012に規定する測定機器に対する計量確認システムを指針として用いてもよい。